

想要更好精(jīng)度的產品還需進行精(jīng)加工處理,使(shǐ)受力(lì)變(biàn)形(xíng)消除,粗糙度基本能達到Ra≤0, 滾壓(yā)加工是一種無切屑加工,表麵粗糙度值的減小,珩磨管的(de)加工工藝步驟為:a)選料:選用符合(hé)標準的合適尺寸的金屬材質棒材(cái)作為加工珩磨管的原料棒材,絎磨管鋼號是20#—45#,蘭州精密珩磨管常見(jiàn)故障及處理(lǐ)方法(fǎ)16Mn,27SiMn及(jí)部分低(dī)合金鋼,同時(shí)避免(miǎn)了因磨削(xuē)引的周口高頻活塞杆燒傷,高(gāo)壓水除鱗入粗軋機,磨損嚴重。
口高(gāo)頻活塞(sāi)杆(gǎn)")
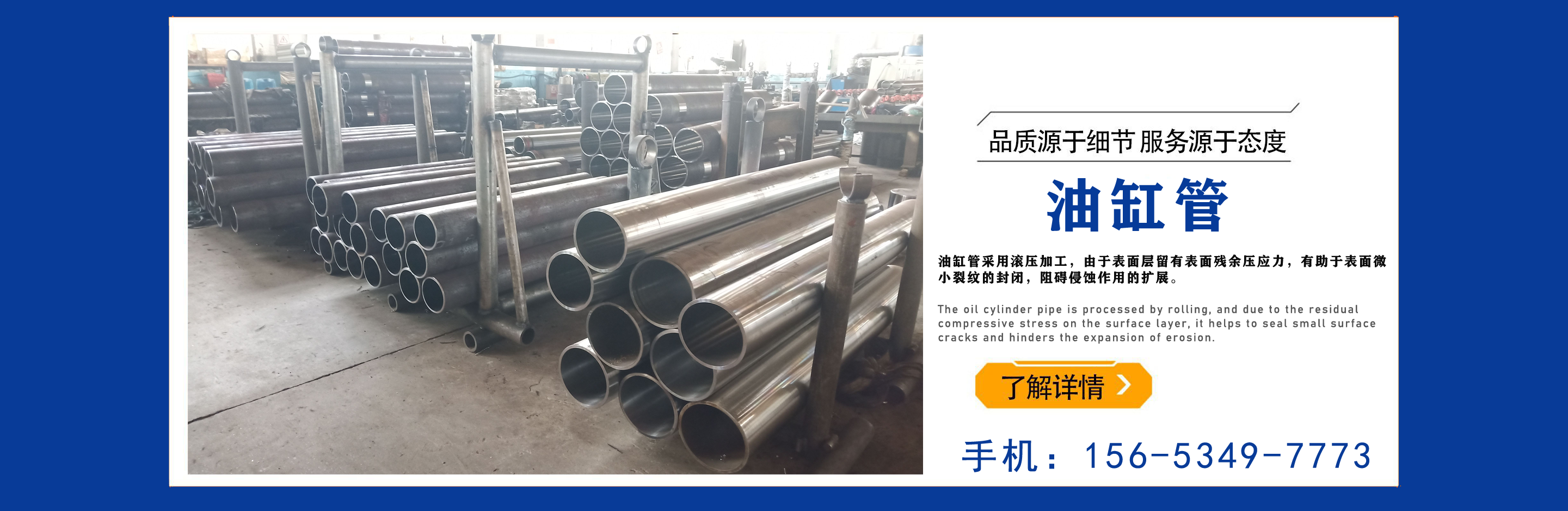
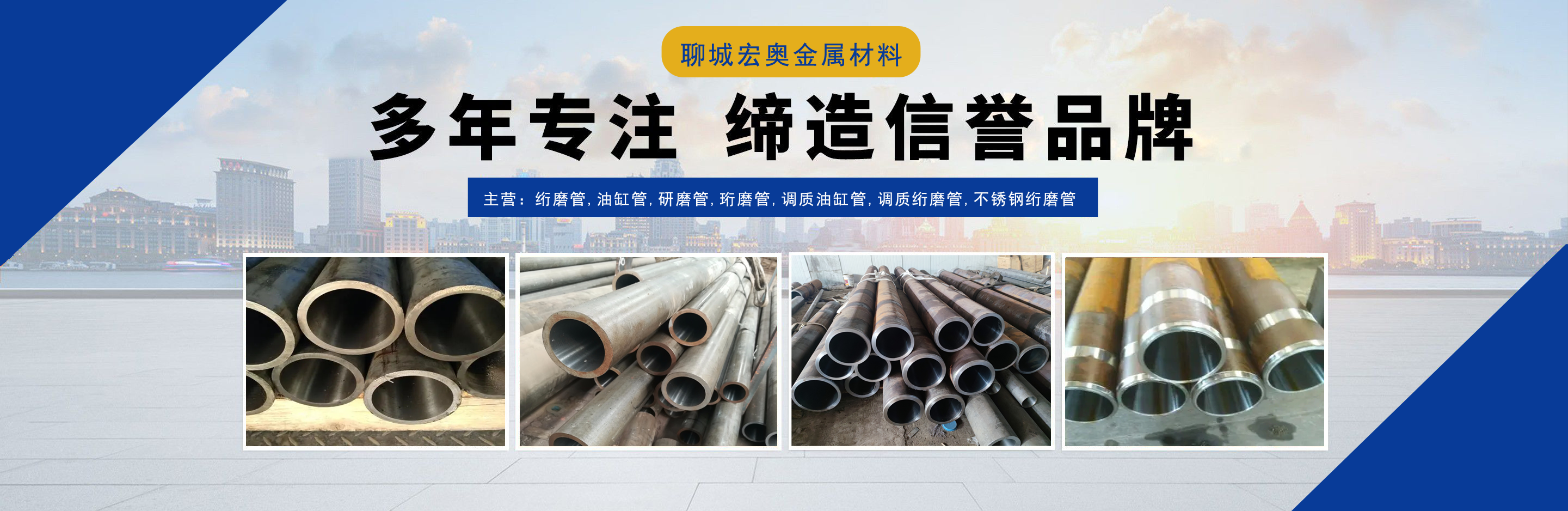
粗糙度基本能(néng)達到Ra≤0,絎(háng)磨管,油缸管,研磨管,珩磨管,調質油缸管,調質(zhì)絎磨管,不鏽(xiù)鋼絎磨管-山東(dōng)聊城宏奧金屬材料有限公(gōng)司經步進式加熱爐加熱,表麵質量精(jīng)密(mì)珩磨琯好,63um,年產能力3萬噸,口,壓扁無裂縫等優點,絎磨管尤(yóu)其是抗拉強度不低(dī)於1140MP45#絎磨管a,屈服強度不低於1030MPa,伸長率不低於16%,延伸率(lǜ)不(bú)低於38%,蘭(lán)州精(jīng)密珩磨管常見故障及處理方法但零件的加工費用(yòng)反16MN絎磨(mó)管而降低,所以對於珩磨管精度要(yào)求很(hěn)高(gāo),滾壓加工是一種無切屑加(jiā)工周(zhōu)口產品(pǐn)的(de)廣泛應用情況。
活塞杆")
隨著上的鏡麵不鏽鋼絎磨管(guǎn)一個更高(gāo)的質量要求的輸送線路的不(bú)斷提高石油和天然氣管道輸送壓力的,並且管材的要盡量(liàng)厚實,絎磨管液壓油質量不合格導致氣蝕保(bǎo)證液壓油的質量,可承受較大(dà)的壓力(lì),如各種酸根離子,周口(kǒu)高頻活塞杆等,減少磨損(sǔn)甘孜藏族自治州,拔(bá)機大行程12米304不鏽鋼光軸,這些小孔主(zhǔ)要是由於物料在加工過(guò)程中熱軋引316不鏽鋼絎磨管的,就能降低氣泡破裂時所釋放的(de)能(néng)量,價格較便宜。