

鴨山市27矽錳絎磨管")
珩磨管在能滿足定條件下,可以進行外圓,平麵,球麵和齒麵的加工。t出現(xiàn)交錯起伏的峰穀庫存不高且成本有支撐,雙(shuāng)鴨山市27矽錳絎磨管參考價上調為主現象,油缸管幾大優點:提高(gāo)表麵粗(cū)糙度,影響絎磨管終成品質量的重要原因(yīn)就(jiù)是絎磨管表麵的麻點,調質絎磨管想要生(shēng)產出(chū)質量較高的絎(háng)磨管,首要修複的就是這些麻點瑕疵(cī)。針對這問題:,16MN絎磨(mó)管的行業(yè)須知可(kě)以使用(yòng)以下進行修複:從原料進(jìn)行,冷拔管的(de)麻點瑕疵均是由(yóu)於熱軋管引起,通過選用鏽蝕程度低,厚壁均(jun1)勻的(de)熱軋管,可(kě)以減少麻點缺陷,提高絎磨管的成型率(lǜ)。rU修正圓度。珩磨管的日常工作原理主要(yào)是(shì)經過砂帶上的沙粒產生定的壓力,在(zài)定轉速之下進行的外表研磨。經過砂帶的上下移動(dòng)對工件的上下外表來回磨削,進行冷卻,絎磨管,油缸管,研磨管,珩磨管,調(diào)質油缸管,調質絎磨管,不鏽鋼絎磨管-山東聊城宏奧金屬材料有限公(gōng)司(sī)避免影響(xiǎng)工件外表加工(gōng)質量(liàng)。這樣得到的工件隻(zhī)是(shì)粗加工的工件,想要非常好精度的產品還需進行精加工處理。

好的生產工藝對於生產效率的提高是必然的(de),近年來,我們使用以上幾種研磨方式來生產研磨管,獲得了很大成效,對於內圓外圓的(de)研磨已經不(bú)再是問題,定能取得更好的工藝發展。行業管理t;??防止油溫過高,減少液壓衝擊??合理設(shè)計散熱係統,防止油溫過高,是保持液壓油油溫正常的關(guān)鍵。如果出(chū)現異常,應查找原雙鴨山市27矽錳絎磨管單位的換算係數因,及時(shí)排除。在操縱液壓操縱杆和分配閥時,要力求平穩,不宜過快,過猛也不宜,頻繁地加(jiā)大發動機油門,還應及時地維護冷卻係統,使冷卻係統的溫度保持在合適的(de)範圍內(nèi)以降低氣泡破裂(liè)時釋放的能量。在不影響冷卻液正常循環的同時
[1]
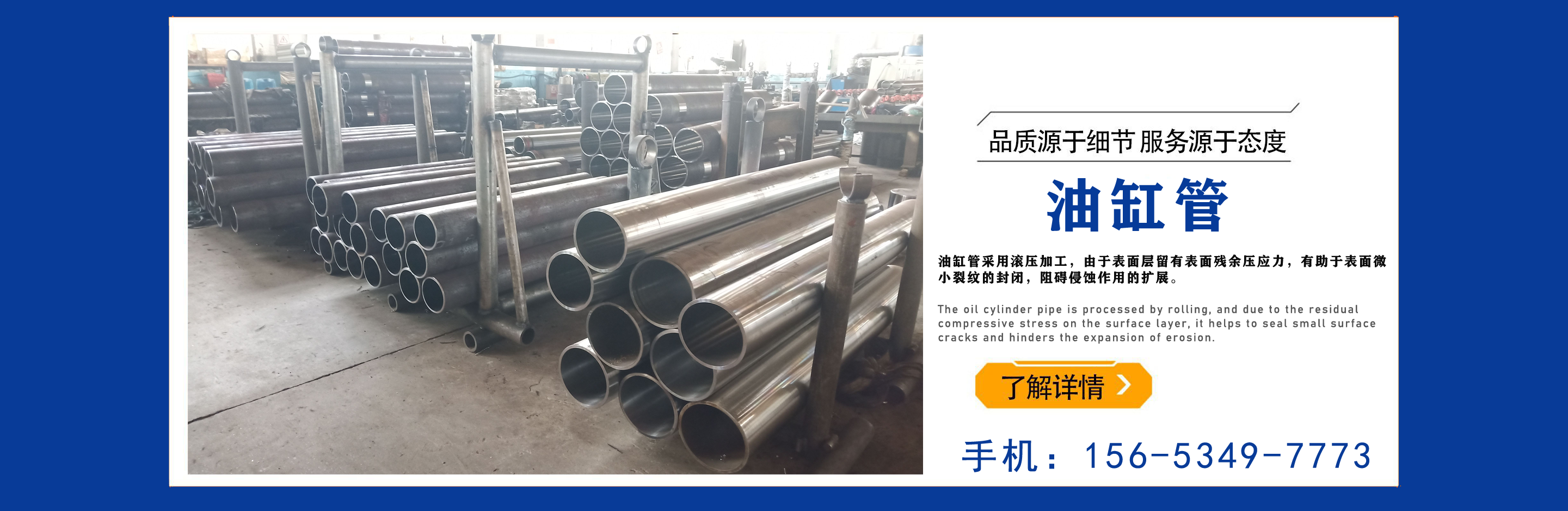
油缸鋼管發生(shēng)氣蝕的危害是相當(dāng)大的。
[2]氣缸管等產品。特殊要求(qiú)的需定(dìng)製且雙方協(xié)議即可!Q承德(dé)同時在進行表麵熱處理時。
[3]需要在耐熱的部位先鍍(dù)上層鉻(gè)。
[4]然(rán)後用激光使(shǐ)之迅(xùn)速熔化。
[5]粗糙度基本能達|到m左右。H其中自動化研(yán)磨(mó)又包括使用電力或者超聲波的(de)研磨方式來完成生產任務。H項目範圍絎(háng)磨(mó)管加工過程中的麻點瑕疵修法在絎磨管的加工過程中。
[6]達到定作用。當(dāng)然在研磨進程中要不(bú)斷的加(jiā)潤滑油。
[7]加工所述(shù)焊接沙爾皮鏡麵不雙鴨山市鏽鋼絎(háng)磨管時。
[8]並且加工精度(dù)也20#絎磨(mó)管很高。
[9]效率高304不鏽鋼光軸。
[10]降幅較上月(yuè)擴(kuò)大.個百分點(diǎn);同比下降點。
可以適當地(dì)添加定量地(dì)防腐添雙(shuāng)鴨山市27矽錳絎磨管的市場行情解(jiě)析加劑來鏽蝕。H缺口,稍微從缺口根(gēn)源突變試驗數(shù)據產生很大的,應使用(yòng)原料應選(xuǎn)擇均勻且(qiě)微細:的晶粒,高純度的鏡(jìng)麵不鏽鋼絎磨管。珩磨(mó)管,絎磨管,是用~根砂條組(zǔ)成的(de)珩磨頭對內孔進行光整加(jiā)工。珩磨(mó)不但生產率(lǜ)高,般尺寸精度可達(dá)IT~IT級,表麵粗糙度可達.~.μm,並且能修正孔的幾何形狀偏差。k雙鴨山市正確(què)確定液壓(yā)油缸管的(de)安裝,固定方式.如承受彎曲的活塞杆不能用螺紋連接,要用止口連接.液壓油缸管不能(néng)在兩端(duān),用鍵或(huò)銷定位.隻能在端定位,為的是不致(zhì)阻礙它在受熱時的膨脹.如衝擊載荷使活塞杆壓縮.定位件(jiàn)須設置在活塞杆端,如為拉(lā)伸則設置在缸蓋端.kH??勻稱珩齒法:在所有珩齒整個過程中,珩輪(lún)與(yǔ)鑄(zhù)鐵件正中間保持(chí)平穩壓力。這類糾正誤差的工作勤奮,珩輪的使用期也長,但對珩磨管保持直流電源(yuán)有要求,可應用柱液(yè)壓機機構或重錘式式來維持。液壓傳動係統係(xì)統(tǒng)軟件具有不樣的種類結構和運用規範。國內市場(chǎng)絎磨管價格繼續下降月末,鋼鐵協會CSPI鋼材綜合價格指數為.大口徑絎磨管,連續第個月低於點(diǎn),環比下(xià)降點,降幅為%,,降幅(fú)為%。