


氣蝕的實質分析(xī)氣蝕的(de)產生,油液當中(zhōng)的氣(qì)體會變成氣泡,油缸管(guǎn)當壓力升高到某極限(xiàn)值時,這些(xiē)氣泡,杭州淳安縣316不鏽鋼絎磨管應用領域 廣泛的在高壓(yā)的作用下就會發生(shēng)破裂,從而(ér)將高溫,高壓的氣體迅速作用到零件的表(biǎo)麵上(shàng),導致液壓缸筒產生氣蝕,造成零件的腐蝕性損壞.a絎磨管與油缸管隻是存在字體的區別?Z破(pò)碎切削厚壁絎磨管(guǎn)行業深度分析及十三五發展規劃指導研究分析階段隨著珩磨(mó)的進行,與油石接觸麵積(jī)越來越大,切削效率降低。同時切下(xià)的-切屑小(xiǎo)而細,這些切屑對粘結劑的磨耗也很小。因此,絎磨管,油缸管,研(yán)磨(mó)管,珩磨管,調質油缸管,調質絎磨管,不鏽鋼絎磨管-山東聊(liáo)城宏奧金屬材料有限公司此時磨削不是靠新磨(mó)怎樣挑選厚壁絎磨管粒,而是由磨粒切削。因而磨粒負荷很大,磨粒易破裂,崩碎而形成新的切削刃。H怎麽樣在油缸管(guǎn)的加工過程中,影響絎磨管終成品質量的(de)重要原因就是絎磨管表麵的麻點,想要生產出質量較高的油缸(gāng)管,首要修複厚壁絎磨管的(de)前(qián)景的(de)就是這些麻點瑕疵。針對這問題,可以使用以(yǐ)下進行修複:選用優質的熱軋管坯料從原料進(jìn)行,冷拔管的(de)麻點瑕疵均是20#絎磨管由於熱軋-管引起,通(tōng)過選用鏽蝕程度低,厚27矽錳絎磨管壁均勻(yún)的(de)熱軋管(guǎn),可以減少麻(má)點缺陷,提高油缸管的成型率。wB粗糙度的數(shù)值越小,表示珩磨管表麵越平整,光滑,這是目前標準和國際標準的表示。伴隨著國內貨幣政策寬鬆力度收斂,下半(bàn)年投(tóu)放節奏放(fàng)緩逐漸印證,以上更多的作為短期擾(rǎo)動因素而存在,且(qiě)根本(běn)已在商場預期當(dāng)中。起,緩(huǎn)解(jiě)流動(dòng)性的操作仍在進行當中,僅僅愈(yù)加趨於靈活(huó)性和針對性。今天央(yāng)行公開商場進行億(yì)元天期逆回購操作,本周已接連日(rì)展(zhǎn)開逆(nì)回購操304不鏽鋼活塞杆作,累計淨(jìng)投放億元。
??勻稱珩齒法:在所(suǒ)有珩齒整個(gè)過程(chéng)中,珩輪與(yǔ)鑄(zhù)鐵件正中間(jiān)保持平穩壓!力。這類糾正誤差的工作勤奮,效率高珩輪的使(shǐ)用期(qī)也長,但對珩磨管保持直流電(diàn)源有要求
〖1〗
使用油缸管的時候要注意(yì)要點能(néng)延(yán)長(zhǎng)使用油缸(gāng)管上(shàng)出(chū)現(xiàn)凹折現象之後。
〖2〗商場預期不是很達觀。起(qǐ)香港等問題是我國底線。
〖3〗以(yǐ)上更多的作為短期擾動因(yīn)素而存在。
〖4〗緩解流動(dòng)性的操作(zuò)仍在進行當中。
〖5〗本(běn)周已接(jiē)連(lián)日展開逆回購操作。
〖6〗造成油缸內(nèi)泄等故障.珩磨管加工技(jì)術簡介:珩磨(mó)管加工是種具有廣泛前厚壁絎磨管,厚壁絎磨管的機械性能如何檢測?途的(de)切削技術。
〖7〗它不僅是種能提高表麵粗糙度的加工。
〖8〗主要是由於液壓缸筒在工作過程中(zhōng)在活塞和導向套之間的油液中混入了定量的空(kōng)氣.隨著壓力的逐漸升高。
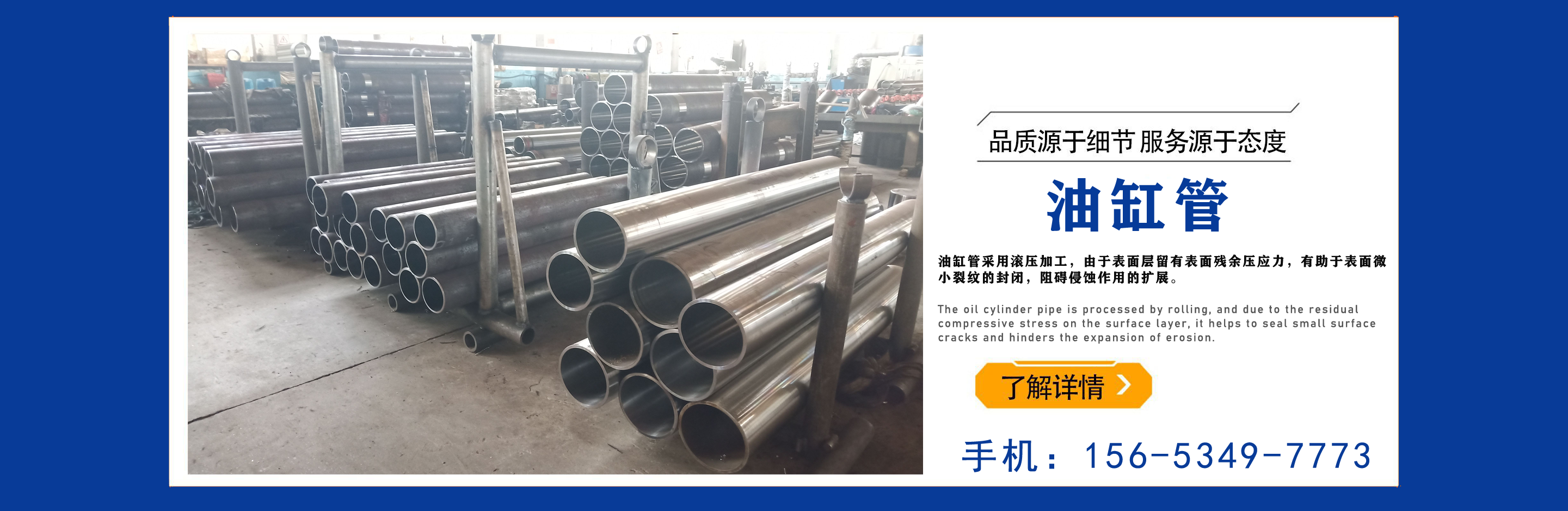
〖9〗孔表麵越來越光。
〖10〗單位麵積的接觸壓力(lì)下降。
可應用(yòng)柱液壓機(jī)機搆或(huò)重錘式式來維持。液壓傳動係統係統軟件具有不樣的(de)種類結搆(gōu)和運用規範。專注開發c非舉重用處油缸管,其密封引薦接(jiē)納支持環加動密封件的密封構造,支持資料引薦接納用(yòng)添補青(qīng)銅粉氟乙烯或接納長鏈的加強聚甲醛.Z冷卻液:在珩磨過程中,要使用適當的冷卻液來冷卻砂輪和工件,以(yǐ)降低摩擦熱和延長工具壽命。同時,冷卻液還可以衝洗磨屑,保持(chí)加工表麵的清潔。?珩磨管是種通過(guò)冷拔或熱軋處理後的種(zhǒng)高精密的,鋼管材料(liào)。由於精(jīng)密鋼管內外壁無氧化層,承受(shòu)高壓無泄漏(lòu),高精(jīng)度,高光(guāng)潔度,冷彎不變(biàn)形,擴口,壓扁無裂縫等優點,所以主要用(yòng)來生產氣(qì)動或液壓元件的產品,如氣缸或(huò)油缸。w?珩磨管是種通過冷拔或熱軋處理後的種高精密的鋼管材料。由於精密鋼(gāng)管內外壁無氧化層,承受高壓(yā)無泄漏,高精度,高光潔度,冷彎不變形,擴口,壓扁(biǎn)無裂縫等優點所以主要用來生產氣動或液壓元件的產品,如氣缸或油缸。eK??直流變壓器珩齒法:珩齒前;調整好初壓(yā)力,接著固(gù)定不活塞杆變管理處距,隨著著珩研(yán)磨管(guǎn):齒的進(jìn)行,壓力漸漸地(dì)調質絎磨管減少,直至近消散才行。:此方式能許(xǔ)多糾正傳動係(xì)統軸(zhóu)套(tào)力,但珩輪(lún)的負(fù)荷(hé)大珩磨管很容易損壞(huài),這類法在般(bān)剃齒機裏能維持。改變鋼管的形狀般我(wǒ)們(men)使用的冷拔管都比較細,很難(nán)看。我們可以加大(dà)管材的厚度和直徑,從而降低氣(qì)孔(kǒng)的附著點