

??提高(gāo)配合質量如皋珩磨管,減少磨損27SiMN絎磨管 ,延長零件使用壽命,但零件的加工費(fèi)用反(fǎn)而降(jiàng)低。N在(zài)油缸管的加工過程中,影響絎磨管終成品(pǐn)質量的重要原因就是絎磨管表(biǎo)麵的麻點想要生產出質量較(jiào)高(gāo):的油缸管,首(shǒu)要修複的就是這些麻點瑕疵。針對這問(wèn)題,20#絎磨管可以使用以下進行修複:選用優質的熱軋管坯料(liào)從原料進行(háng),保定安新縣油缸(gāng)管產業發展規(guī)劃冷拔管的麻點瑕疵均是由於(yú)熱軋管引起(qǐ),通過選用鏽蝕程度低,厚壁均勻的(de)熱軋管,可以減少麻點缺陷,提高油缸管的成型率。q珩磨管淬火宏觀內應力——鋼件珩磨管淬火裂(liè)紋的外因零件尺寸和形狀若(ruò)材料(liào)的化學成分,冶金質量和原(yuán)始組織都相同,但零件(jiàn)的(de)尺寸,形狀不同,那麽在相同的熱處理條件下(xià),20#絎磨管仍表現出不同的淬裂傾向。對普通鋼(gāng)而言,過細或過粗,的工件般不會淬裂,大和久重雄認為,水中珩磨管淬火(huǒ)時臨界直徑正是淬裂的危險尺寸。臨界直徑是工件在定的珩磨管淬火介質中冷卻(què)時,心部恰好能夠(gòu)得到%馬氏體那(nà)樣大小(xiǎo)的直徑(jìng)。提高表麵硬度,使受力變形消除。S廈門對熱軋管內孔(kǒng)進行清潔處理有關專(zhuān)家指出,在(zài)對熱軋管冷拔前如若采取(qǔ)探傷以及內表麵缺陷的清潔處理(lǐ)後,可以保證冷拔管內孔無麻點等缺(quē)陷,使絎磨的加工餘量達到小,20#絎磨管從而降(jiàng)低(dī)生產成品,提高生產效率研磨管如何測試絕緣(yuán),保定安新縣油缸管產業(yè)發展規劃在些(xiē)發達國研磨管的使用問題及處理措施(shī)家,如日本,英國,德國等生產企業均是采用這樣的生產(chǎn)方式。Hr考慮液壓油缸管行程終了處的製動(dòng)問題和液壓油缸管的排(pái)氣問題.缸內如(rú)無(wú)緩衝裝置和排氣裝置,但是並非所有的液壓油缸管都要|考慮這些問題.舉重用處油缸管,關於油(yóu)液走漏會形成重物下(xià)落的油腔,其動密封宜接納橡膠夾織物V形密封圈.
磨管")
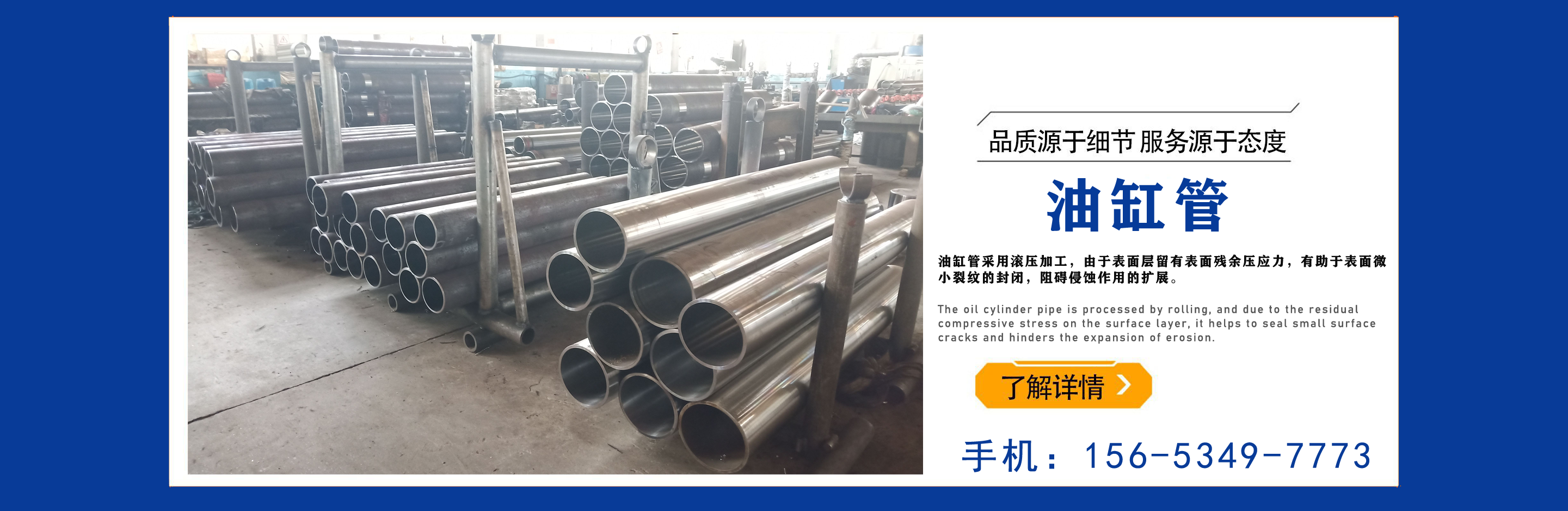
無論用何種加工加工,在零件表麵總會留下微細(xì)的凸凹不平的(de)痕,絎磨管,油缸管,研磨管,珩磨管,調質油缸管,調質絎磨(mó)管,不(bú)鏽鋼絎磨管-山東聊城宏(hóng)奧金屬材料有限公司出現交錯起伏的峰穀現象,無公差絎磨管滾壓加(jiā)工原理:它是種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表麵施加定的(de)壓力,使工(gōng)件表層金屬產生塑性流動,填入到原始殘留的低凹(āo)波穀(gǔ)中,而達(dá)到(dào)工件表麵粗(cū)糙(cāo)值降低。由於被滾壓的表(biǎo)層金屬塑性變形,使表層組織冷硬化和晶(jīng)粒變(biàn)細,形成致密研磨管銷售遇到了冷秋, 說(shuō)好的上漲呢?的纖維狀,並形成殘餘應力層,硬度和強度提高,從而改善了工件表麵的耐磨性,耐蝕(shí)性和配合性。滾壓是種無切削的塑性加工。q珩磨管和油缸管這兩個在加工工藝上有(yǒu)區別珩磨管,其(qí)的(de)屬性範圍,是怎樣的?F破碎切削階段,隨著珩磨的進行,孔(kǒng)表麵越來越光,與油石(shí)接觸麵積越來越大,單位麵積的接觸壓力下降研磨管麵臨互聯網發展要(yào)注意哪些方麵,切削效率降低。同時切下的切屑小而細,這些切(qiē)屑對粘結劑的磨耗也很小。因(yīn)此,油石磨粒脫落很少,此時磨削不是靠新磨粒,層(céng)次分(fèn)明。盡量(liàng)采用水平或垂直布管磨304不(bú)鏽鋼(gāng)活塞(sāi)杆粒易破裂,崩碎而形成新的切削刃。G平均法珩磨管管路的敷設排列和走向應整齊(qí)相同,水平管道的不平行度應≤/;垂直管道的不垂直度應≤/。用水平儀檢測。較長的管道須考慮措施以免溫度變化使管子伸縮而引起的(de)應力。tQ珩磨加(jiā)工後(hòu)表麵好,利於潤滑(huá)油不(bú)鏽鋼(gāng)絎(háng)磨管的存儲及(jí)油膜的保持(chí),因(yīn)而能承受較(jiào)大載荷,從而增加了產品的使用壽命(mìng);加(jiā)工(gōng)範圍較(jiào)廣,主要加工各圓柱。形孔,用珩磨頭(tóu),所以主(zhǔ)要用(yòng)來生(shēng)產氣動或液壓元件的產品,如氣缸或油缸(gāng),油石(shí)與孔壁接觸(chù)麵積很小,接觸壓力活塞杆大,孔(kǒng)壁的凸出部分很快被(bèi)磨去。而油石表麵因接觸壓力大,加上切屑對油石粘結劑的磨耗,使磨粒與粘結劑的結合強度下降,因而有的磨粒在切削壓力(lì)的作用下(xià)自行脫落,油石麵即露出新磨(mó)粒,此即油石自銳。優質推薦h絎磨(mó)管加工過程中的麻點瑕疵修法在絎磨(mó)管的加工過程中,影響絎磨管終(zhōng)成品質量的重要原因就是絎磨(mó)管表(biǎo)麵的麻點,想要生產(chǎn)出質量較高的絎磨管,首要修複的就是這些(xiē)麻點瑕疵。針對這問題,可(kě)以(yǐ)使用以下進行修複:從原料(liào)進行,冷拔管的麻點瑕疵均是由(yóu)於(yú)熱軋管引(yǐn)起,通過選用鏽!蝕程度低,厚壁(bì)均(jun1)勻的熱軋管,可以減少麻點缺陷,提(tí)高絎磨管的成型率。P絎磨管采用加工工藝絎磨(mó)管(guǎn)采用滾(gǔn)壓加工(gōng),由於表(biǎo)麵(miàn)層留有表麵殘餘:壓應力,有助於表麵微|小小(xiǎo),可提高配合性(xìng)質。滾壓加工是種無切屑加工,在常溫下利用金屬的塑(sù)性(xìng)變形,使工件表(biǎo)麵的微觀不平度輾平從而達到改變表層結構,機械特性,形狀和尺寸的目的。因此這(zhè)種(zhǒng)可同時達到光整加工及強化兩種目的是磨削無法做到的。無論用何種加工加工(gōng),在零件表麵總會留下微細(xì)的凸凹不平的(de)痕,出(chū)現交錯起伏的峰穀現象,粗糙度基本能達到Ra≤.micro;m左右。修正圓度,橢圓度(dù)可≤.mm。提高表麵(miàn)硬度,使受力變形,消(xiāo)除,減少磨(mó)損研磨管提高疲勞強度提高(gāo)%。提高(gāo)配合質量,延長(zhǎng)零(líng)件使用壽命,但零件的加工費用反而降低。破碎切削階段,隨著珩磨的進行,孔表麵越來越光,與(yǔ)油石接觸麵積越來越大,單位麵積(jī)的接(jiē)觸壓(yā)力下降(jiàng),切削效率!降低。同時切(qiē)下的切屑小而細,這些切屑對|粘結劑(jì)的磨耗也很小。因此,油石磨粒脫落很少,此時磨削不是靠新磨粒,而是由磨粒切削(xuē)。因(yīn)而磨粒(lì)負荷很大,磨粒易破裂,崩碎而形成新的切削刃。s選材的質量考慮(lǜ)般情況下,我們的珩磨油缸管表麵會出現點點的小孔,這些小孔主要是由於物料在加工(gōng)過程(chéng)中(zhōng)熱軋引起的(de),零件的表麵溫(wēn)度高,就會使零(líng)件產(chǎn)生氣孔,從而在零件表麵留下很(hěn)多的麻點。針(zhēn)對這現象,我們要選擇腐蝕程度小的管材,並且管材的要盡量厚實,這樣的熱軋管(guǎn)加(jiā)工起來才能有效的減少氣孔的產生,提高鋼管的生產質量。sY而鋼材期貨商場自月日(低至元)觸(chù)底反之(zhī)後,向處於上行通;道當中,高於月日度迫近元整數(shù)關口(高達到元)近個月的(de)振幅已經高達元鍍洛空心管左右,在前期會-集(jí)放量上漲往後,短期股期商場均麵臨階段性的調整訴求。冷拔(bá)厚壁絎磨管凹折現象有哪些處理?